
Introduction
In the world of precision manufacturing, the presence of bronze alloys cannot be overlooked in the machining of vital parts such as bearings, bushings, and wear plates owing to the bearing and corrosion-resistant properties of the alloy. However, in the machining of the parts, the CNC machining bronze of the bronze alloy has proven to be a major challenge for manufacturers, including the chip sticking tendency of the tool, the thermal deformation of the workpiece, and the roughness of the surface, thereby affecting the yield rate and increasing the cost of manufacturing Bronze Machined Parts.
This guide provides a detailed analysis of the major challenges in the machining of the bronze alloy machining and provides a framework that could be followed in the machining of the parts, including the science behind the raw material and the quality control aspect of the parts. In order to master the machining of the robust raw material, the major challenge that needs to be considered in the machining of the parts is the following.
Why is Bronze Prone to Tool Adhesion and Built-Up Edge in CNC Machining?
The Mechanism: Ductility and Elemental Affinity
The perennial issue with built-up edge (BUE) and material adhesion in CNC machining bronze operations involving bronze materials, especially aluminum bronze grade C95400, is rooted in the intrinsic properties of bronze materials. The fact is, bronze materials are very ductile and tough. The microscopic chip in contact with the tool's rake face melts under extreme temperature and pressure conditions in the cutting zone and micro-welds onto the tool. The presence of aluminum in bronze materials has an affinity for the cobalt in regular tool materials such as carbide, thus micro-welding occurs. The micro-welding leads to built-up edge.
Contrast with More Free-Machining Materials
Understanding this challenge is clearer when contrasted with machining brass. CNC machine brass typically produces short, broken chips due to the material's inherent brittleness. Bronze, however, generates long, continuous, stringy chips. This "gummy" behavior is the primary culprit, as these tough chips are more likely to adhere to the tool and wrap around the workpiece, leading to surface scoring and tool failure.
Leveraging Industry Expertise
The Society of Manufacturing Engineers (SME), in their foundational books, states: "Controlling the cutting temperature and coefficient of friction is essential in machining difficult-to-machine materials." This further emphasizes the importance of optimized tool geometry, tool coatings, and tool cooling in the machining process for bronze.
Guidance on Alloy Selection
For a deeper dive into the machining characteristics of various bronze families, like the more machinable phosphor bronze alloy C54400, a comprehensive guide to selecting the right CNC bronze alloy is a must-read.
Selecting the Optimal Partner: Tooling and Coatings for Bronze
Optimizing Tool Geometry and Selecting Advanced Materials
Using advanced tool geometries with sharp cutting edges and positive rake angles facilitates smooth shearing of bronze. Also, using advanced cutting tool materials such as fine-grained carbide with TiAlN coating or using PCD tools for large-scale production is critical to reduce friction and adhesion.
Critical Geometric Parameters
For effective Precision CNC Machining of bronze, tools require a sharp, positive rake angle and keen cutting edge to enable clean shearing, minimizing heat and the plowing effect that causes adhesion. Sufficient clearance prevents rubbing on the finished surface.
Premium Tool Materials and Coatings
A substrate of fine-grained carbide provides rigidity. TiAlN coatings are recommended for reducing friction and heat transfer. For best performance and tool life in large quantities, Polycrystalline Diamond (PCD) tools are recommended because of their hardness and non-stick properties.
Proven Results and System Assurance
In a real-world project where custom bronze parts were machined, it was found that using a dedicated high-positive-rake tool with a TiAlN coating could increase tool life from 50 parts to over 200 parts. Working with a CNC machining services provider that is certified to standards such as IATF 16949 or AS9100D can help ensure this kind of consistency.
Optimizing Cutting Parameters and Coolant Strategy: The Art of Balancing Efficiency and Precision
With the right tool selected, scientific cutting parameters and coolant strategy execute the plan. For machining the alloy used in the bronze, a "high speed, light cut" technique has the best results. This technique involves increasing the surface speed to minimize the cutting forces per tooth and chip evacuation, thus avoiding the buildup of heat. Recommended cutting speeds are in the range of 150-300 m/min, feed per tooth of 0.05-0.15 mm/rev, and a depth of cut not more than half the tool's diameter. This technique has the advantage of controlling the cutting forces and heat buildup effectively. Metal Powder Industries Federation (MPIF) standards on sintered materials also provide similar recommendations for powder metallurgy parts of similar toughness.
In metal CNC machining of bronze, coolant is not optional; it is essential. A high-pressure, high-volume coolant system serves multiple critical functions: 1) It directly cools the cutting zone, suppressing BUE formation; 2) The high-pressure stream effectively evacuates the long, stringy chips, preventing re-cutting and workpiece marring; 3) It provides lubrication to reduce friction on the rake face. Empirical data shows that optimized coolant application can reduce workpiece thermal distortion by over 50%. A supplier with a rich material database and process expertise can quickly deploy validated parameters, drastically shortening process development time.
Implementing Full-Process Monitoring to Ensure Flawless Bronze Components
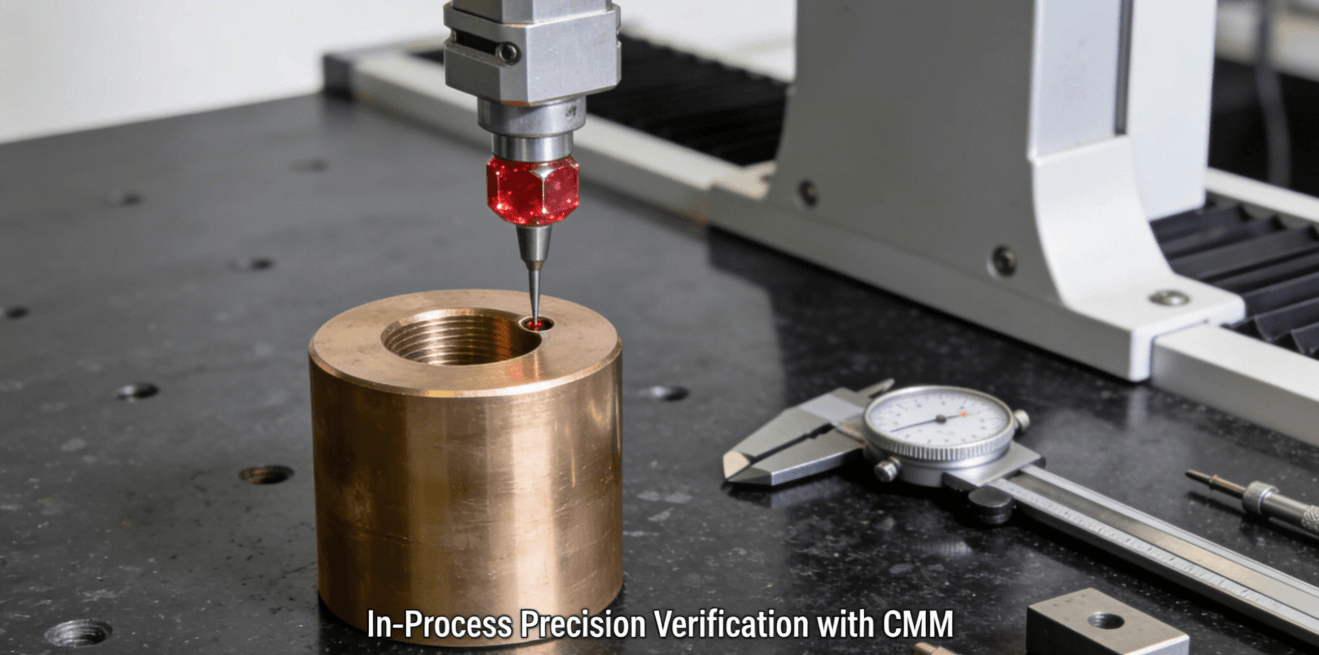
Achieving ±0.005 mm tolerances for Bronze Machined Parts relies on closed-loop control via on-machine probing, which enables real-time measurement and automatic tool compensation in stainless steel CNC machining services. This is integrated into a multi-stage quality regimen for Precision CNC Machining, comprising a thorough First Article Inspection (FAI), statistical In-Process Audits with SPC, and a final validation using a CMM for a certified dimensional report. This rigorous flow, underpinned by systems like ISO 9001:2015, ensures repeatability and traceability, a standard equally applied to all demanding Custom Manufacturing Solutions.
From Design to Delivery: How Digital Systems Accelerate Access to Custom Bronze Parts
Professional CNC machining services begin with collaborative engineering, offering a free Design for Manufacturability (DFM) report upon design upload to optimize parts for cost and reliability.This is seamlessly integrated with an AI-powered Instant Quoting System, which analyzes the files and provides an in-depth, transparent quote and lead time in just minutes. A comprehensive Custom Manufacturing Solutions partner is not just a machining company; it is an end-to-end solution from material selection and design through Precision CNC Machining and beyond. This is a true turn-key solution for our clients, allowing them to focus on what they do best. JS Precision is an example of how these technologies and expertise come together for efficient and reliable manufacturing solutions for complex components .
Conclusion
Not only is proficiency in bronze CNC machining a skill that goes far beyond merely running a machine, it is also a science that requires a full understanding of how materials behave, scientific input to configure tools and parameters, and a heavy dependence on robust quality systems and computerization. By solving the fundamental problems of gumminess, thermal management, and precision control, manufacturers can realize the true performance potential of bronze and deliver top-quality Bronze Machined Parts that can meet even the most critical application requirements.
Is your next bronze component project being held back by yield and precision issues? Upload your 3D drawings today and receive a detailed quote including a free DFM check using an Instant Quoting System. See for yourself how precision and reliability in CNC machining services can make your product a success.
Author Biography
This technical guide was developed in collaboration with a senior process engineer who has over 15 years of experience in precision manufacturing. With specialization in machining solution services for difficult-to-machine materials such as high-temperature alloys and copper alloys, the process engineer has successfully managed the process development and production of hundreds of projects involving high tolerance custom bronze parts and metal CNC machining services in metals.
FAQs
Q1: What is the biggest difference between machining bronze and brass on a CNC?
A: The most significant difference lies in chip formation. Brass is relatively brittle, producing short, broken chips. Bronze is more ductile and gummy, tending to produce long, continuous chips that can adhere to the tool. This requires sharper tools, higher cutting speeds, and effective coolant strategies for bronze.
Q2: Is cutting fluid mandatory for machining bronze parts?
A: Very highly advised. Copper alloys cutting fluid is vital to decrease the cutting temperature, the adhesion of the tool, and the chip removal during bronze machining. Without lubrication the cutting tool gets worn very fast and the workpiece can get distorted through heating.
Q3: What level of precision can I specify for a bronze part?
A: We use Precision CNC Machining with multi-axis machines and strict process control to keep main dimensional tolerances for bronze parts at 0.025 mm consistently (or even less, e.g. 0.0125 mm) depending on the part's shape, size, and the machine's capability.
Q4: How can I prevent machined bronze parts from tarnishing quickly?
A: The most crucial thing is that you carry out the post-processing right away. Metal staining prevention normally includes passivation (that involves making the protective oxide layer) or applying a clear lacquer. If those decorative or heavy-wearing bronze items require long-term protection, plating (like nickel or chrome) or mechanical polishing may be the options for you.
Q5: Can you tell me how the method differs when you produce a small-batch prototype versus bronze parts that are manufactured in high volumes?
A: Fundamentally, the machining methods are the same, but the emphasis changes. The prototype stage focuses on the design validation and the quick changes, which might mean use of generic fixturing and less aggressive parameters. On the other hand, volume production maximizes the use of dedicated fixtures, tool administration, parameters for the highest efficiency, best consistency, and lowest cost, while being very dependent on automated in-process quality monitoring and SPC.